18732756699
歡迎光臨泊頭市千亿体育新域名是什么機械加工有限公司官網!
18732756699
熱門關鍵詞:
谘詢熱線
18732756699 
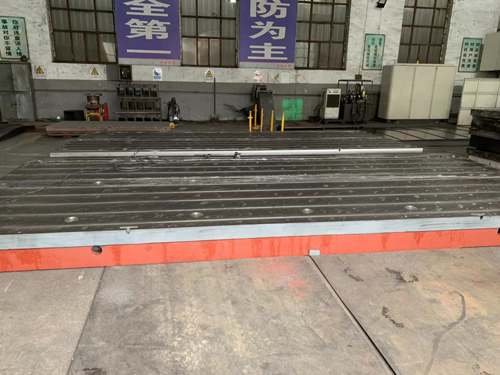
數控機床床身是機床的基礎件,要求機床床身要有足夠高的靜動剛度精度保持性,在滿足總體設計要求的前提下,應盡可能的做到結構,筋板布置恰當,又要保持機床床身良好的冷熱加工工藝性能。
數控機床床身標準:GB9439—88
數控機床床身抗拉在強度:≥250N/mm2,硬度:HB=190~240
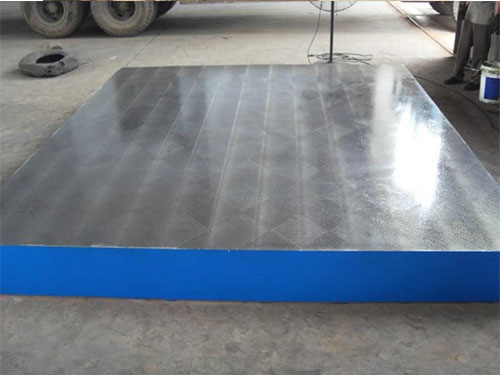
數控機床床身的特點:
⑴與消震性好。
⑵工藝性能好。由於灰口鑄鐵含碳量高,接近於共晶成分,故熔點比較低,流動性良好,收縮率小,因此適宜於鑄造結構複雜或薄壁鑄件。另外,由於石墨使切削加工時易於形成斷屑,所以灰口鑄鐵的可切削加工性優於鋼。
(3)機床床身工藝性能好。由於灰口鑄鐵含碳量高,接近於共晶成分,故熔點比較低,流動性良好,收縮率小,因此適宜於鑄造結構複雜的機床床身鑄件。另外,由於石墨使切削加工時易於形成斷屑,所以灰口鑄鐵的可切削加工性優於鋼。
(4)機床床身與消震性好。由於鑄鐵中石墨有利於潤滑及貯油,所以好。同樣,由於石墨的存在的消震性優於鋼。
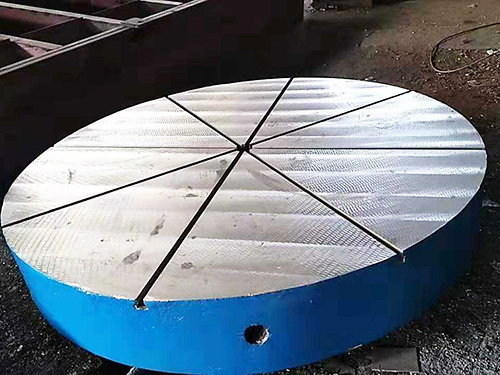
對機床床身鑄件質量、造型方法、砂箱尺寸、機械加工餘量等都有著很大的影響。所以在選定澆注位置時應以鑄件質量為主,一般應注意下麵的幾個原則:
一.應將鑄件上質量要求高的表麵或主要的加工麵,放在鑄型的下麵。如果做不到,可將該表麵置於鑄型的側麵或傾斜放置進行澆注。
二.對於一些需要補縮的鑄件,應把截麵較厚的部分放在鑄型的上部或側麵。這樣便於在鑄件的厚壁處放置冒口,造成良好的順序凝固,有利於鑄件補縮。
三.對於具有大麵積的薄壁部分放在鑄型的下部,同時盡量使薄壁立著或傾斜著澆注,這樣有利於金屬的充填。它將鑄件大麵積的薄壁部分放在鑄件的下麵,使這部分能在較高的金屬液壓力下充滿鑄型,防止澆不足。
四.對於具有大平麵的鑄件,應將鑄件的大平麵放在鑄型的下麵。例如,在澆注帶有筋條上的平板時,應將鑄件的大平麵放在鑄型的下麵,這樣可使鑄件的大平麵不容易產生夾砂等缺陷。
五.對於帶有泥芯的鑄件,應使泥芯能放置牢固並在合箱時便於檢驗。
六.應使鑄件總的生產工時和材料消耗少。